豪克能加工设备完全胜任加工阀门行业的所有材质(铸钢、不锈钢、双相钢、高温钢、耐酸钢、合金钢、哈氏合金、蒙乃尔合金、镍合金、钴合金、钛合金等),一次加工即可使密封副表面达到镜面效果及表面改性:
- 粗糙度值≤Ra0.2,降低了阀门启闭摩擦力20%以上,同时大大削弱富电效应,因此耐腐蚀性能提高50%以上(对软密封密封副达到零磨损);
- 增加密封副的接触面积10%以上,提高密封性能3-10倍;
- 表面显微硬度提高20%以上,从而耐磨性能提高50%以上;
- 金属表面晶粒细化,且预置理想可控的高值压应力 ,大大改善不锈钢材质工件的晶间腐蚀失效和应力腐蚀开裂失效,大大提升阀门的耐高(低)温、高压的能力;
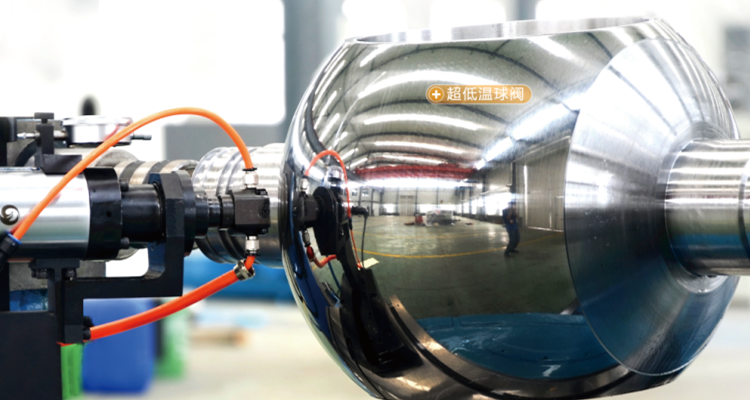
豪克能技术加工密封副的有球阀、蝶阀(包括三偏心蝶阀)、闸阀、截止阀、止回阀、调节阀等。
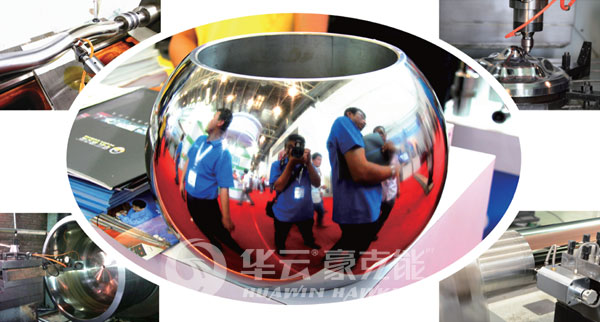
车削后的阀门密封副和驱动件表面,在经过豪克能技术加工后,轻松达到镜面效果(粗糙度值≤Ra0.2),用以提高上述影响阀门质量的性能。

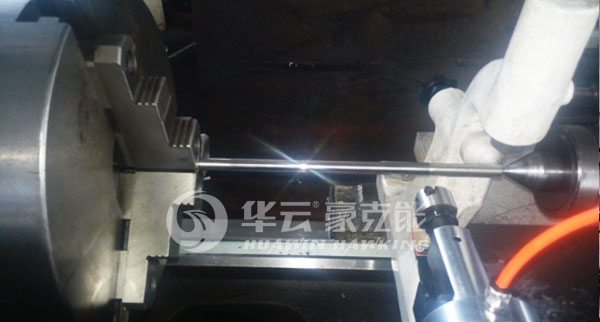
1、豪克能技术应用于阀杆
阀杆在阀门启闭过程中,传递扭力的,并与介质接触,填料旋转摩擦运动,因此要求具有一定的机械性能、耐腐蚀及耐擦伤能力,主要加工方法为车削+磨削法。阀杆具有一个粗糙度要求较高的柱面(带密封锥型),避免在旋转过程中划伤填料,并保证密封性,因此,粗糙度一般要求Ra0.4-0.8,阀杆是比较典型的轴类零件,大多数阀杆的长径比大于10,属于细长轴,故其刚性较差,为了保证精度,必须将粗、精加工分开进行。
工艺对比:
| 工序 |
传统工艺 |
豪克能金属加工工艺 |
|
1 |
车端面,钻中心孔 |
车端面,钻中心孔 |
|
2 |
粗车小头外圆 |
粗车小头外圆 |
|
3 |
调头,车大头外圆至尺寸 |
调头,车大头外圆,端部至尺寸保持全长尺寸 |
|
4 |
调头,车小头外圆 |
车空刀槽及端面 |
|
5 |
车空刀槽及端面 |
车梯形螺纹空刀槽、倒角 |
|
6 |
车梯形螺纹空刀槽、倒角 |
粗车梯形螺纹 |
|
7 |
粗车梯形螺纹 |
精车螺纹外径至尺寸,Φ28外圆留0.01mm-0.03mm余量 |
|
8 |
磨Φ28外圆及螺纹外径至尺寸 |
精车梯形螺纹 |
|
9 |
精车梯形螺纹 |
豪克能加工Φ28外圆 |
|
10 |
车大头端部,保持全长尺寸 |
铣方槽 |
|
11 |
铣方槽 |
|
豪克能金属加工工艺相对于传统工艺,节省一道磨削及周转工序,节约10-15分钟时间,节约磨床购置费用和操作工人费用,同时表面粗糙度轻松达到Ra0.2以下,避免在旋转过程中划伤填料,并大幅度提升密封性能。
2、豪克能技术应用于阀芯
采用豪克能金属设备可完全替代磨削和滚压,同时表面粗糙度轻松达到Ra0.2以下,避免在旋转过程中划伤填料,降低启闭阻力,并大幅度提升密封性能,同时,我公司的专门为加工带支撑轴(双柱)阀芯而研发的断续豪克能刀具体,豪克能加工后表观效果均匀一致,没有断续衔接痕迹。

3、蝶阀阀体、阀板
三偏心蝶阀的关闭件是阀板(阀瓣),阀体和阀板多为WCB材质+堆焊司太立合金(钴基合金),由于结构复杂,磨削困难,抛光慢,且密封副的表观质量欠佳,严重影响密封副的密封性能,采用豪克能技术可完全替代磨削和滚压,同时表面粗糙度轻松达到Ra0.2以下,避免在旋转过程中划伤填料,降低启闭阻力,并大幅度提升密封性能

▶▶▶点击这里查看更多镜面加工案例