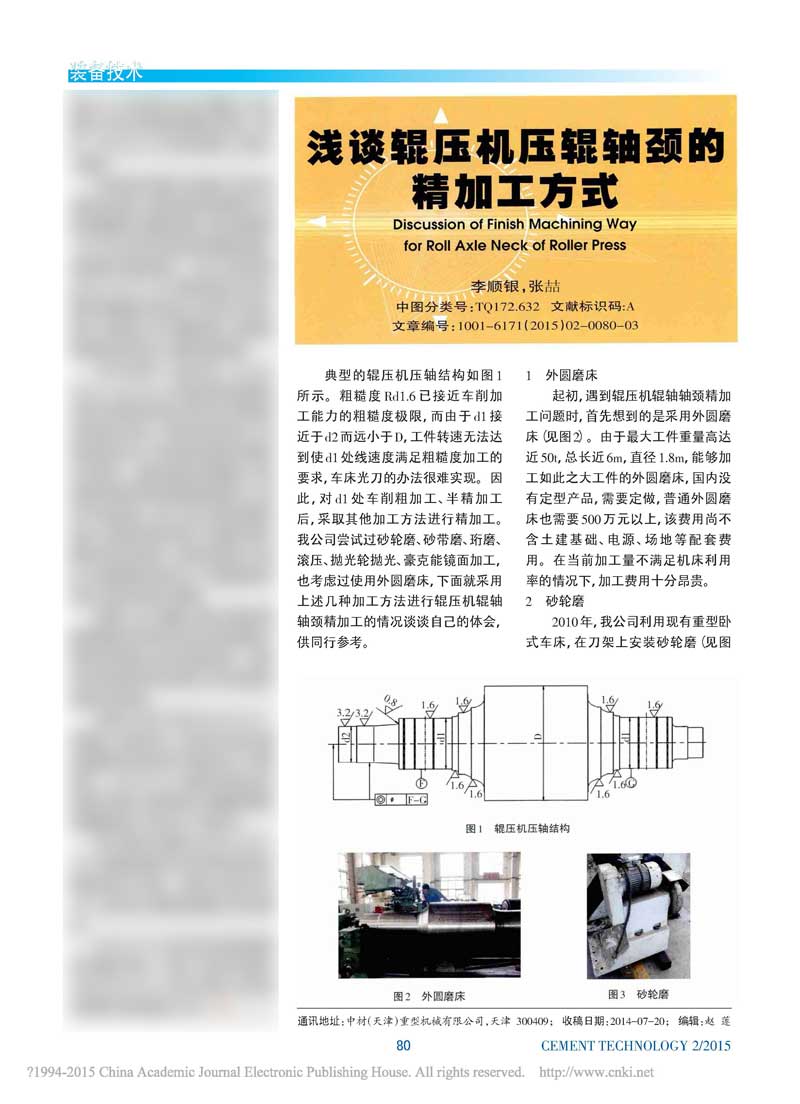
典型的辊压机压轴结构如图1所示。粗糙度Rd1.6 已接近车削加工能力的粗糙度极限,而由于d1 接近于d2而远小于D,工件转速无法达到使d1处线速度满足粗糙度加工的要求,车床光刀的办法很难实现。因此,对d1 处车削粗加工、半精加工后,采取其他加工方法进行精加工。我公司尝试过砂轮磨、砂带磨、珩磨、滚压、抛光轮抛光、豪克能镜面加工,也考虑过使用外圆磨床,下面就采用上述几种加工方法进行辊压机辊轴轴颈精加工的情况谈谈自己的体会,供同行参考。
1 外圆磨床
起初,遇到辊压机辊轴轴颈精加工问题时,首先想到的是采用外圆磨床(见图2)。由于最大工件重量高达近50t,总长近6m,直径1.8m,能够加工如此之大工件的外圆磨床,国内没有定型产品,需要定做,普通外圆磨床也需要500万元以上,该费用尚不含土建基础、电源、场地等配套费用。在当前加工量不满足机床利用率的情况下,加工费用十分昂贵。
2 砂轮磨
2010年,我公司利用现有重型卧式车床,在刀架上安装砂轮磨(见图3)。与此同时,添加乳化冷却液装置、机床导轨保护及乳化液循环回收系统。此种方法投资不多且加工满足要求,但带来乳化液飞溅损失,影响环境,同时因需要架设这些设施造成加工准备时间较长。另外,由于纵向进刀传动比小,进刀量不易掌握,容易造成磨削量过大和烧皮等。
3 砂带磨
利用现有重型卧式车床,在刀架上安装砂带磨(见图4),同时采取机床导轨保护措施。这是建材机械行业普遍采用的办法,我们也一直在使用。这种加工方法使用方便,安全可靠,效率较高,但轴向占用空间较大,砂带更换频繁。
4 珩磨
珩磨一般用来对圆柱度和粗糙度要求较高的孔进行精加工。我们利用现有的重型卧式车床,在刀架上安装外圆珩磨机头(见图5),珩磨轮轴线与工件轴形成一定角度,同时采取机床导轨保护措施。在刀架的推动下,珩磨轮压向工件表面,产生一定的接触,在工件旋转带动下转动并相对滑动摩擦,在刀架的带动下轴向往复运动,从而实现表面磨削。珩磨轮本身不需要单独增加动力,占用空间较小,使用方便,安全可靠,光洁度较高,珩磨轮更换次数较少。
5 抛光轮抛光
装有抛光轮的抛光机(见图6)装在车床刀架上,同时对机床导轨采取保护措施,在床侧设置隔挡措施。工件旋转的同时,抛光轮外沿压在工件表面高速旋转,在刀架上沿与工件轴向平行的导轨缓慢往复移动,直到达到工件尺寸和粗糙度要求。抛光轮一般采用千叶砂毡轮,与砂带磨相比,效率相近,抛光轮使用时间较长,但灰尘较大,环境较差。
6 滚压
滚压加工是将高硬度且光滑的滚柱与金属表面滚压接触,将表面凸起部分碾平,而使凹陷部分隆起,使其表面层发生局部微量的塑性变形从而改善表面粗糙度的塑性加工法的一种。其特点是,短时间内改善表面粗糙度的同时表面被加工硬化,表面硬度得到提高。工件精车到剩单面0.05~0.1mm 后,利用现有重型卧式车床,在刀架上安装滚压头(或称滚压刀,见图7),对轴颈表面施加一定压力。滚压头在工件转动的带动下转动,碾压工件表面,在刀架上沿与工件轴向平行的导轨缓慢往复移动,直到达到工件尺寸和粗糙度要求。这种方法不需对机床导轨采取保护措施,也不用在床侧设置隔挡措施,不仅可以提高工件表面光洁度,还可增加工件表面硬度HB20左右,缺点是加工效率低。
7 豪克能镜面加工
豪克能镜面加工机理是通过高频振动的硬质滚轮作用于待加工金属工件表面,使工件表层金属产生塑性变形,在塑性变形的过程中产生冷作硬化,达到改善表面质量的目的。这种表面质量的改善是综合性的,既有硬度的提高,又有表面粗糙度的降低,同时也弥合了一些微观裂纹,提高了工件的疲劳强度。
豪克能冲击工具以一定压力触压工件(这个压力只有纯滚压的1%左右),豪克能冲击刀具表面与工件表面以相同的线速度滚动,同时豪克能冲击刀具以每秒3 万次的高频率对工件进行能量冲击。
在车床上,用普通刀具将工件尺寸加工基本到位后,再用豪克能金属表面加工设备的豪克能刀具代替原普通刀具加工一遍,即可使被加工工件表面光洁度提高3级以上(粗糙度Ra 值轻松达到0.2 以下),且工件的表面显微硬度提高20%以上,并可大大提高工件的表面耐磨性和耐腐蚀性。
2013 年,我公司将豪克能刀具用在辊压机辊轴轴颈精加工上,效果明显,满足加工要求。
8 几种加工方法综合对比
我们以G160-140辊压机辊轴的轴颈外圆精加工为例,对上述几种加工方法的加工情况进行了比较。工艺过程与工艺参数比较见表1,加工效果比较见表2,能耗与辅料消耗比较见表3,操作环境与安全比较见表4。
9 结语
选择关键零件、关键工序的加工方法时,不仅要考虑能否达到加工质量要求,还要从安全、环保、加工设备购置费用、配套费用、加工使用费用(包括耗材、耗能、人工、使用场地等)、加工效率、质量稳定性等方面综合考虑。对于辊压机辊轴轴颈的精加工,目前豪克能镜面加工是zui佳方案。该加工方法也适用于辊磨辊轴以及其他表面粗糙度高的轴颈精加工。