液压破碎锤活塞是液压破碎锤的关键核心部件,承受每分钟95-130击打频率和偏置工况载荷,工作环境较为恶劣,通常使用3-5个月即会出现划伤、拉毛和拉伤致使密封性能下降。而现在,液压破碎锤活塞仅仅更换了一下抛光工艺,就将使用寿命提高到了7-9个月,远超行业6个月的质保期。
这种抛光工艺不仅可以大大降低金属零部件表面粗糙度,而且特殊的加工原理还能对金属表面进行表面强化,大幅提升工件的疲劳寿命,是属于我国抗疲劳制造的重要技术。
液压破碎锤活塞是液压破碎锤的关键核心部件,承受每分钟95-130击打频率和偏置工况载荷,其主要失效形式为打击力、打击频率不足和活塞处漏油,分析原因为活塞表面产生的划伤、拉毛和拉伤致使密封性能下降所导致。

市场上有大量的破碎锤会在使用3-5个月出现冲击锤力量不足、漏油等问题,经拆解破碎锤发现活塞表面有拉毛或拉伤现象。破碎锤行业通常对活塞保修期为6个月,这就造成了厂家一方面需进行维护或更换,大幅增加成本,减少了收益;另一方面也影响到公司产品品牌信誉。
有没有什么加工工艺,既可以提高活塞表面光洁度,又能提升活塞表面硬度和耐磨性,延长使用寿命呢?
液压破碎锤活塞传统加工工艺
活塞材料为合金钢、热处理硬度HRC58-62,精磨后表面粗糙度Ra值≤0.2μm。
为了解决活塞的拉毛或拉伤问题,常通过提高活塞硬度的方法来改善或消除此失效形式,当硬度达到HRC65时不容易拉毛或拉伤,但活塞易发生断裂,行业内尚无解决办法。
液压破碎锤活塞采用豪克能镜面加工&抗疲劳制造技术

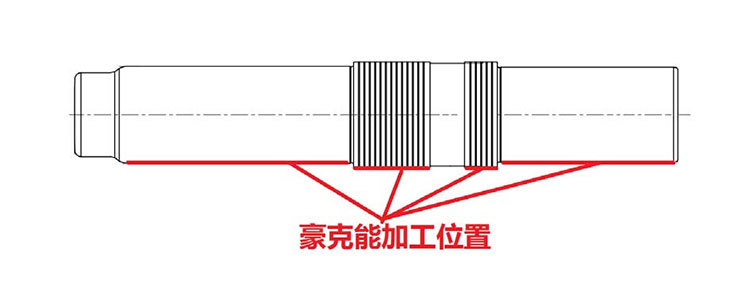
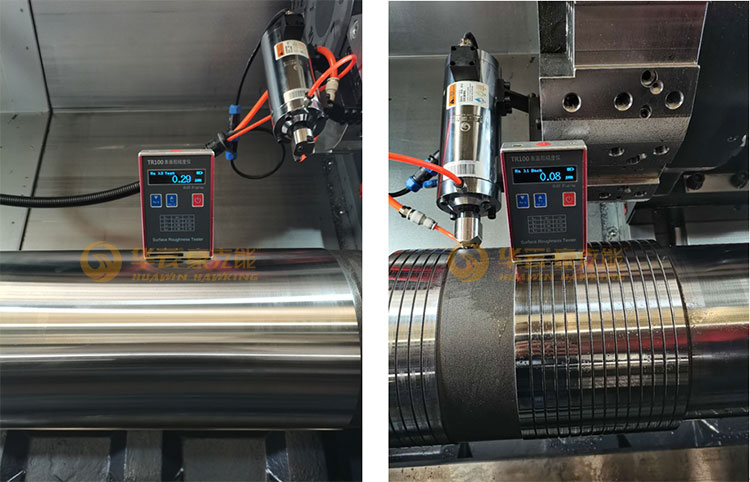
1. 加工效果
粗糙度:
磨削后Ra值≤0.2μm
豪克能后Ra值≤0.1μm
硬度:
磨削后HRC58-62
豪克能后HRC61-65

2. 性能提升
应用豪克能镜面加工后,破碎锤活塞稳定工作时效从3-5个月大幅提升到7-9个月,超过6个月质保期,大幅度降低制造商保内服务成本,提升了客户信誉。
豪克能=金属镜面加工+表面强化改性,华云科技帮助中国企业制造世界一流产品!
欢迎咨询交流:400-066-2698