只是在原工艺中多加一道工序,就实现了发动机气门理想的表面粗糙度,同时提升表面硬度20~30%、提高密封面耐磨性能,大大降低气门失效故障,极大延长了气门的使用寿命。
发动机进排气门是发动机的关键之一。从发动机结构上,分为进气门(intake valve)和排气门(exhaust valve)。进气门的作用是将空气吸入发动机内,与燃料混合燃烧;排气门的作用是将燃烧后的废气排出并散热。

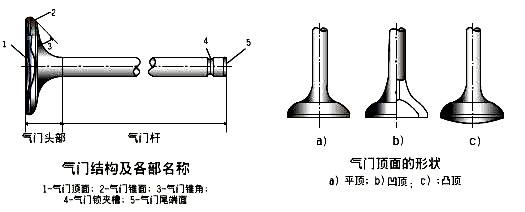
发动机的进、排气门均为菌形气门,由气门头部和气门杆两部分构成。气门顶面有平顶、凹顶和凸顶等形状。目前应用最多的是平顶气门,其结构简单,制造方便,受热面积小,进、排气门都可采用。
气门失效形式:磨损、断裂和烧蚀
柴油机气门与汽油机气门的失效形式相似,在高温、高频交变冲击载荷这样严酷工作条件下,常见失效形式主要为磨损、断裂和烧蚀等。

气门的磨损失效主要发生在气门头部的密封面和气门杆位置,磨损失效通常有4种型式,即接触疲劳磨损、高温腐蚀磨损、磨粒磨损和高温蠕变,并且磨损失效过程遵循一般机械零件磨损的规律,高温下的蠕变和腐蚀介质在这一过程中起加速作用。
气门的断裂失效主要发生在气门杆和圆弧位置,在在高温、高频交变冲击载荷工况下,气门杆易发生疲劳断裂。
气门的烧蚀是发生在气门头部的密封面位置,主要原因是密封面的密封不严导致高温气体泄漏冲蚀造成。

气门传统加工工艺
粗磨圆弧及密封面Ra0.8 → 精磨密封面Ra0.4
现行精加工工艺存在的问题:
硬度:无法提升硬度
应力:无改变
寿命:台架寿命不满足
应用豪克能镜面加工工艺
粗磨圆弧及密封面Ra0.8 → 豪克能镜面加工圆弧Ra0.2+密封面硬度提高20%以上 → 精磨密封面Ra0.4


性能提升:
硬度:密封面提升20%以上
应力:预置可控350MPa以上压应力
寿命:台架寿命超出合格预期
豪克能为气门加工厂家带来哪些好处?
- 当某缸气门烧蚀后,可明显地发现该缸的压力降低,柴油机功率下降。原因是气门接触面部分积炭,导致散热不良。气门间隙过小或没有间隙,导致气门关闭不严,在高温高压作用下烧蚀。
- 豪克能加工气门R弧,提高表面粗糙度值至Ra0.2,减少R弧积碳。
- 提高R弧处的硬度和抗疲劳性能,防止气门在较大冲击载荷下疲劳断裂。
- 提高锁夹槽的硬度和抗疲劳性能,防止气门杆弯曲断裂。
- 客户原工艺为车削后磨削、抛光,豪克能可以替代部分磨削,完全替代抛光。