传统的轴颈表面加工方法有三种:一是轴颈精车后留磨的余量,上外圆磨床进行磨削;二是轴颈精车后,在车床上用砂带进行手工抛光。这两种方法只能使表面粗糙度达到R。0.4—0.8之间,其表面质量不够理想。且手工研抛劳动强度大、安全性差,而磨削的方法受到外圆磨床规格配置的局限性,不可能所有大小的转子都能进行磨削。第三种方法是:轴颈精车后进行表面滚压。在车床上使用高硬度的光滑滚轮,对轴颈表面进行旋转挤压,使金属表面局部产生微小的弹性变形,滚压加工的轴颈表面粗糙度可达到R。0.4以下,而且在加工硬化提高其耐磨性的同时疲劳强度大大提高。其缺点是,不可重复多次滚压,操作不慎会使表面硬化层起皮、起皱,甚至剥落,且刚性的硬挤压会对精密机床的精度带来非常不利的影响。
豪克能镜面加工技术的原理及特点
豪克能金属表面加工的工作原理是利用金属在常温状态下的冷塑性特点,运用豪克能对金属零件的表面进行无研磨剂的研磨、强化和微小的形变处理,使零件表面达到更理想的表面粗糙度要求。同时在零件表面产生压应力,提高零件表面的显微硬度、耐磨性、疲劳强度和疲劳寿命。
豪克能金属表面加工具有以下特点:
(1)能量聚焦性好,密度大,能大幅度提高材料塑性;
(2)工作频带宽,可靠性好,适合不同生产工艺;
(3)靠能量而不是靠压力对工件进行加工,可以加工高硬度的材料;
(4)超声波直接深入到材料内部,反复加工也不会产生表层剥落;
(5)对工件的圆度有一定的修正;
(6)可以实现对细长件和薄壁件的加工;
(7)可以消除残余拉应力并预置压应力,强化工件表面,提高其尺寸稳定性;
(8)基本属于无切屑加工,润滑油可重复使用,无废弃物排放,能耗低,符合绿色加工和可持续发展的要求。
(1)能量聚焦性好,密度大,能大幅度提高材料塑性;
(2)工作频带宽,可靠性好,适合不同生产工艺;
(3)靠能量而不是靠压力对工件进行加工,可以加工高硬度的材料;
(4)超声波直接深入到材料内部,反复加工也不会产生表层剥落;
(5)对工件的圆度有一定的修正;
(6)可以实现对细长件和薄壁件的加工;
(7)可以消除残余拉应力并预置压应力,强化工件表面,提高其尺寸稳定性;
(8)基本属于无切屑加工,润滑油可重复使用,无废弃物排放,能耗低,符合绿色加工和可持续发展的要求。
汽轮机转子轴颈由于其位置的重要性,加工要求高,因此一直以来存在加工效率低、加工周期长等问题。原加工工艺为“粗车一精车一滚压”,加工后的表面粗糙度为R。0.8。但加工后表面会产生硬化现象,而且不能多次滚压,对机床也有一定的损伤。豪克能设备在我公司使用后,大大提高了转子轴颈档的表面质量,取得了显著效果。
加工后效果
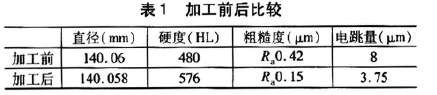
(1)加工后前、后轴颈粗糙度值R。≤0.21xm,表面显微硬度提高20%以上;
(2)加工后前、后轴颈径向跳动量变小,外圆尺寸基本无不变,当材料和加工参数一定时该变化量为定值,具体见表1;
(3)在已经光整过的表面,还可重复进行豪克能光整处理,表面硬度基本不变,因此可以修复轴颈被拉毛的转子;
(4)轴颈表层无裂纹和剥落现象,避免出现表层硬化疲劳的缺陷。